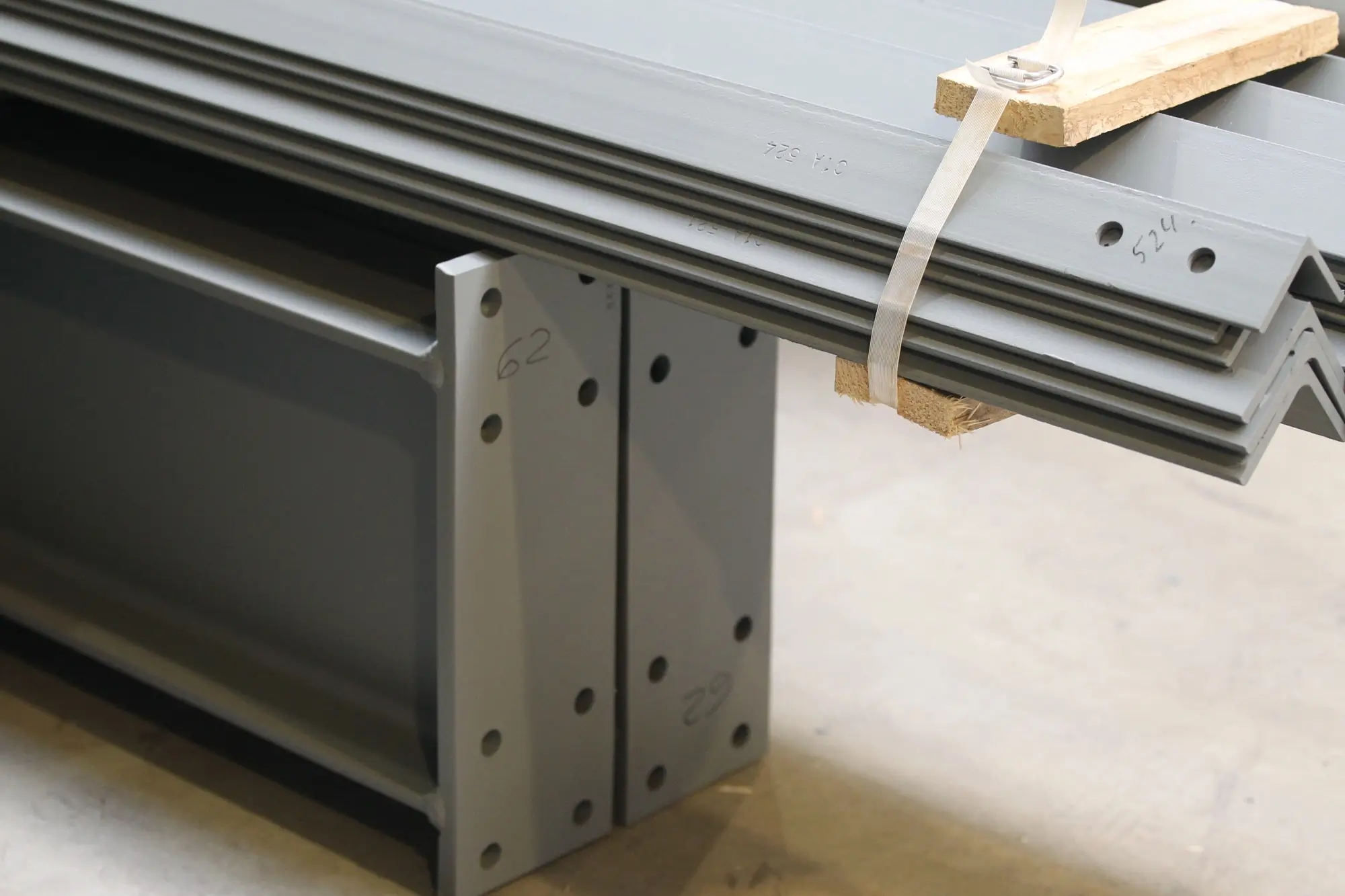











Горячее цинкование стали (ISO 1461)
Процесс горячего цинкования (гальванизации) осуществляется методом погружения предварительно подготовленной стальной детали в ванну с расплавленным цинком при температуре около 450°C. Это не просто нанесение покрытия, в этот момент между поверхностью стали и цинком протекает активная реакция диффузии. В результате образуется прочный сплав железа и цинка, который на молекулярном уровне связывается с основным металлом, обеспечивая непревзойденную устойчивость к механическим повреждениям.
Толщина цинкового слоя не является фиксированной величиной, это зависит от химического состава стали (в особенности от содержания кремния), времени выдержки детали в ванне, а также от температуры цинка. Варьируя время погружения, наши технологи способны точно регулировать толщину покрытия в заданном диапазоне. Это позволяет нам гарантировать результат, в точности соответствующий техническим требованиям клиента и планируемым условиям эксплуатации.
Ключевым преимуществом горячего цинкования является способность обеспечить тотальную защиту. Жидкий цинк проникает во все «карманы», трубы и конструкции, покрывая даже те внутренние поверхности, которые недоступны для краски или других методов обработки. Это долгосрочная инвестиция, гарантирующая низкие эксплуатационные расходы, поскольку правильно оцинкованная сталь служит десятилетиями, не требуя восстановления или перекраски.
Для работы с крупными инфраструктурными и строительными проектами на нашем заводе в Латвии установлена самая большая ванна цинкования в стране. Ее габариты: длина – 10,5 м, глубина – 2,9 м, ширина – 1,4 м. Благодаря таким технологическим мощностям и специальным методикам, мы можем качественно оцинковывать цельные стальные конструкции длиной до 13 метров. Мы выполняем качественное горячее цинкование как крупногабаритных несущих строительных конструкций, элементов мостов и дорожной инфраструктуры, так и мелких деталей и крепежа.