










Tērauda Karstā cinkošana (ISO 1461)
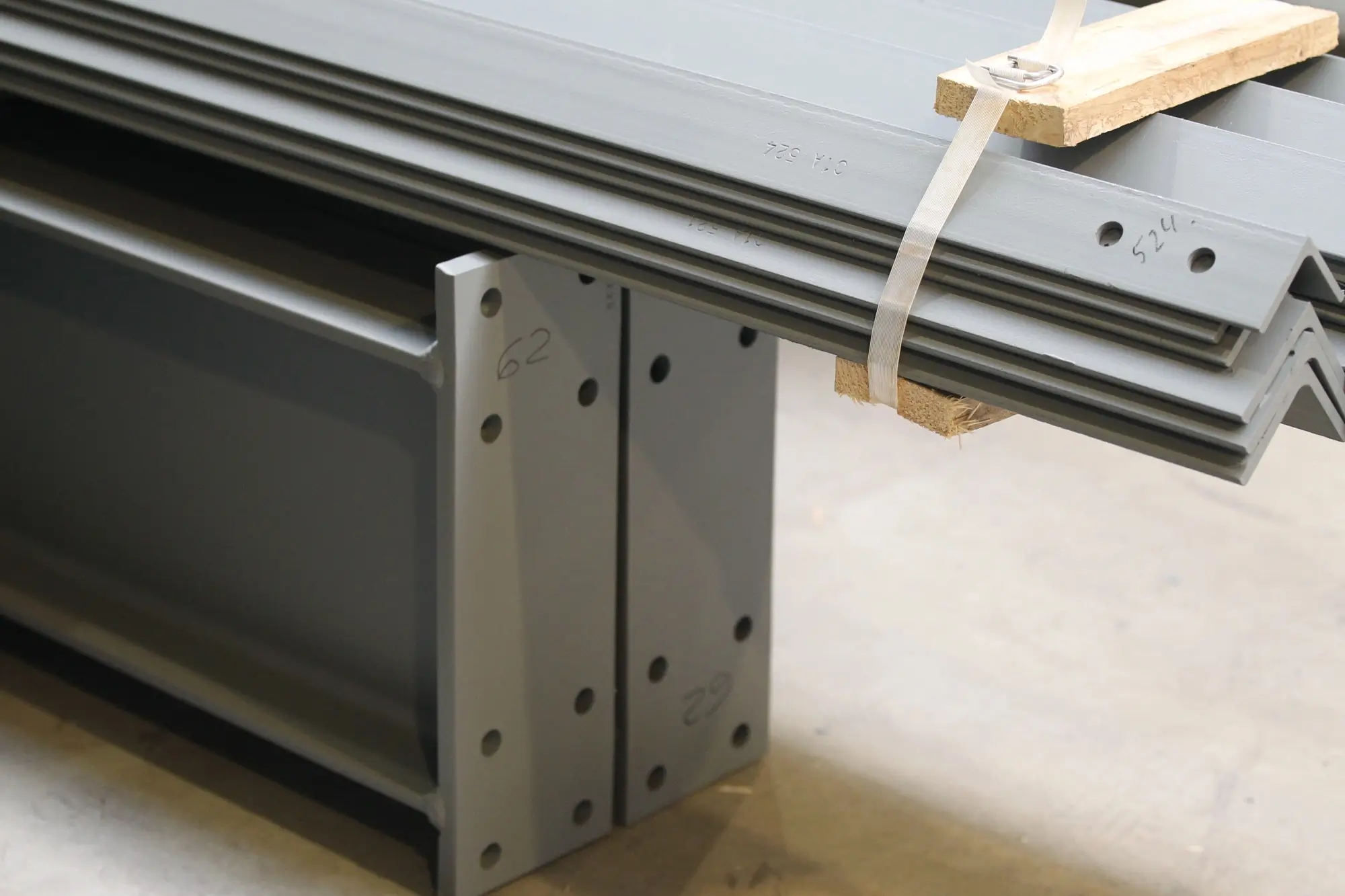
Karstās cinkošanas (galvanizācijas) process notiek, iegremdējot iepriekš sagatavotu tērauda detaļu izkausēta cinka vannā, kuras temperatūra tiek uzturēta aptuveni 450°C robežās. Šajā brīdī notiek kas vairāk par vienkāršu virsmas pārklāšanu, jo starp tērauda virsmu un cinku norisinās aktīva difūzijas reakcija. Rezultātā veidojas izturīgs dzelzs un cinka sakausējums, kas ir molekulāri saistīts ar pamatmetālu, nodrošinot nepārspējamu noturību pret mehāniskiem bojājumiem.
Cinka slāņa biezums nav nemainīgs lielums, jo to ietekmē gan tērauda ķīmiskais sastāvs (īpaši silīcija saturs tajā), gan detaļas atrašanās ilgums vannā un cinka temperatūra. Mūsu tehnologi, precīzi variējot ar iegremdēšanas laiku, spēj regulēt pārklājuma biezumu noteiktā diapazonā. Tas ļauj mums nodrošināt rezultātu, kas precīzi atbilst klienta tehniskajām prasībām un plānotajiem ekspluatācijas apstākļiem.
Būtiskākā karstās cinkošanas priekšrocība ir spēja nodrošināt pilnīgu aizsardzību. Šķidrais cinks ieplūst visās konstrukcijas “kabatās”, caurulēs un dobumos, pārklājot arī iekšējās virsmas, kurām ar krāsu vai citiem līdzekļiem piekļūt nav iespējams. Tā ir ilgtermiņa investīcija, kas garantē zemas ekspluatācijas izmaksas, jo cinkots tērauds kalpo gadu desmitiem bez nepieciešamības to atjaunot vai pārkrāsot.
Lai apkalpotu lielizmēra infrastruktūras un būvniecības projektus, mūsu ražotnē Latvijā ir uzstādīta lielākā cinkošanas vanna valstī. Tās izmēri ir 10,5 metru garums, 2,9 metru dziļums un 1,4 metru platums. Pateicoties šīm tehnoloģiskajām iespējām un speciālām metodēm, mēs spējam kvalitatīvi nocinkot vienlaidu tērauda konstrukcijas, kuru garums sasniedz pat 13 metrus. Mēs spējam veikt kvalitatīvu karsto cinkošanu gan lielizmēra nesošām būvkonstrukcijām, tiltu elementiem un ceļu infrastruktūras detaļām, gan arī sīkākām detaļām un stiprinājumiem.