










Terase kuumtsinkimine (ISO 1461)
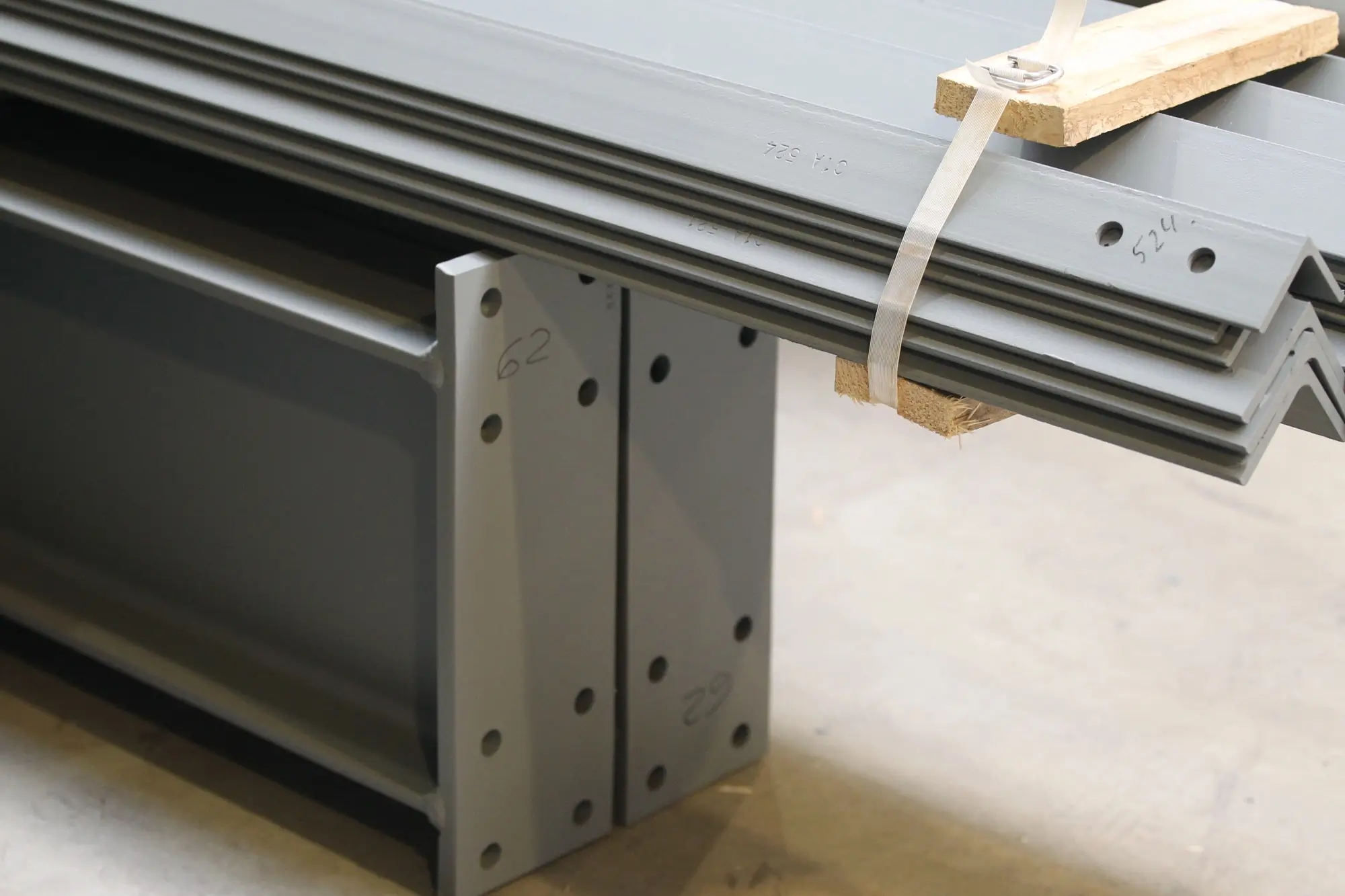
Kuumtsinkimine (galvaniseerimine) on protsess, mille käigus sukeldatakse eelnevalt puhastatud terasest detail sulatatud tsingivanni, mille temperatuur on ligikaudu 450°C. See on midagi enamat kui lihtne pinna katmine – terase pinna ja tsingi vahel toimub aktiivne difusioonireaktsioon. Tulemusena tekib vastupidav raua ja tsingi sulam, mis seotakse molekulaarsel tasandil põhimetalliga, tagades ületamatu vastupidavuse mehaanilistele kahjustustele.
Tsingikihi paksus ei ole konstantne suurus; see sõltub nii terase keemilisest koostisest (eriti ränisisaldusest), detaili vannis hoidmise ajast kui ka tsingi temperatuurist. Meie tehnoloogid suudavad sukeldumisaega täpselt varieerides reguleerida kattekihi paksust teatud piirides. Nii saame tagada tulemuse, mis vastab täpselt kliendi tehnilistele nõuetele ja planeeritud ekspluatatsioonitingimustele.
Kuumtsinkimise suurim eelis on võime pakkuda täielikku kaitset. Vedel tsink tungib kõigisse konstruktsiooni “taskutesse”, torudesse ja õõnsustesse, kattes ka need sisepinnad, kuhu värvi või muude vahenditega ligi ei pääse. See on pikaajaline investeering, mis tagab madalad püsikulud, kuna nõuetekohaselt tsingitud teras kestab aastakümneid ilma, et seda peaks uuendama või üle värvima.
Suuremahuliste taristu- ja ehitusprojektide teenindamiseks on meie Läti tehasesse paigaldatud riigi suurim tsingivann. Selle mõõtmed on muljetavaldavad: pikkus 10,5 m, sügavus 2,9 m ja laius 1,4 m. Tänu sellisele tehnoloogilisele võimekusele ja erimeetoditele suudame kvaliteetselt tsinkida ühes tükis teraskonstruktsioone, mille pikkus ulatub lausa 13 meetrini. Teostame kvaliteetset kuumtsinkimist nii suurtele kandvatele ehituskonstruktsioonidele, sillaelementidele ja teetaristu detailidele kui ka väiksematele detailidele ja kinnitusvahenditele.