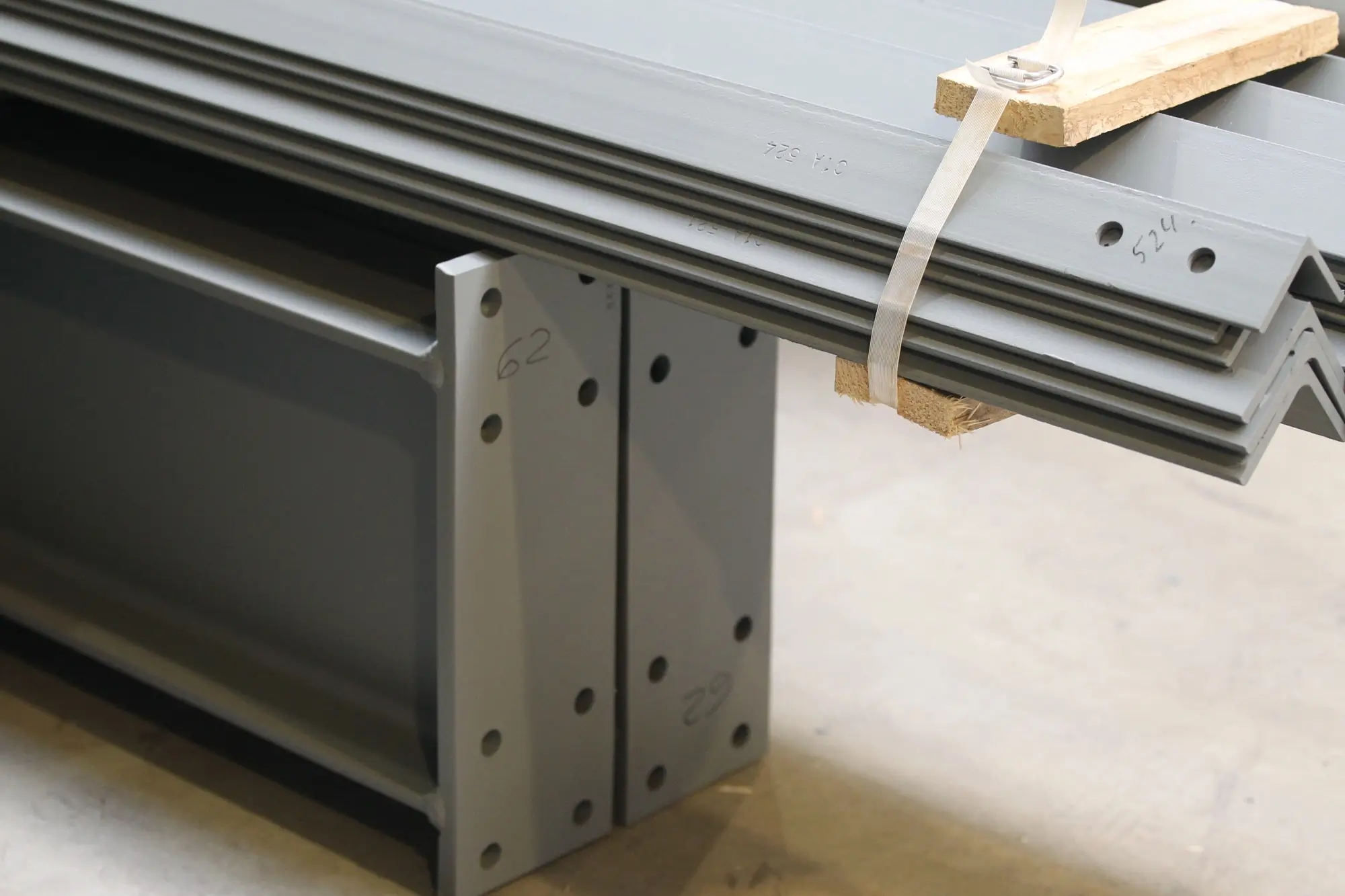











Steel Hot-Dip Galvanizing (ISO 1461)
The hot-dip galvanizing process involves immersing a pre-treated steel component into a molten zinc bath maintained at approximately 450°C. This process goes beyond simple surface coating; an active diffusion reaction occurs between the steel surface and the zinc. The result is a durable iron and zinc alloy molecularly bonded to the base metal, providing unmatched resistance to mechanical damage.
Coating thickness is not constant; it depends on the steel’s chemical composition (especially silicon content), immersion time and zinc temperature. By precisely varying the immersion time, our technologists can control the coating thickness within a specific range. This ensures a result that meets both the client’s technical requirements and the intended operating conditions.
The most significant advantage of hot-dip galvanizing is complete protection. Liquid zinc flows into all structural “pockets,” pipes, and cavities, coating internal surfaces that paint or other methods cannot reach. It is a long-term investment guaranteeing low operating costs, as properly galvanized steel lasts for decades without needing renewal or repainting.
To serve large-scale infrastructure and construction projects, our Latvian facility houses the country’s largest galvanizing bath. Its dimensions are 10.5 meters in length, 2.9 meters in depth, and 1.4 meters in width. Thanks to these technological capabilities and specialized methods, we can successfully galvanize single-piece steel structures up to 13 meters long. We perform high-quality hot-dip galvanizing for large load-bearing building structures, bridge elements, and road infrastructure, as well as for smaller components and fasteners.