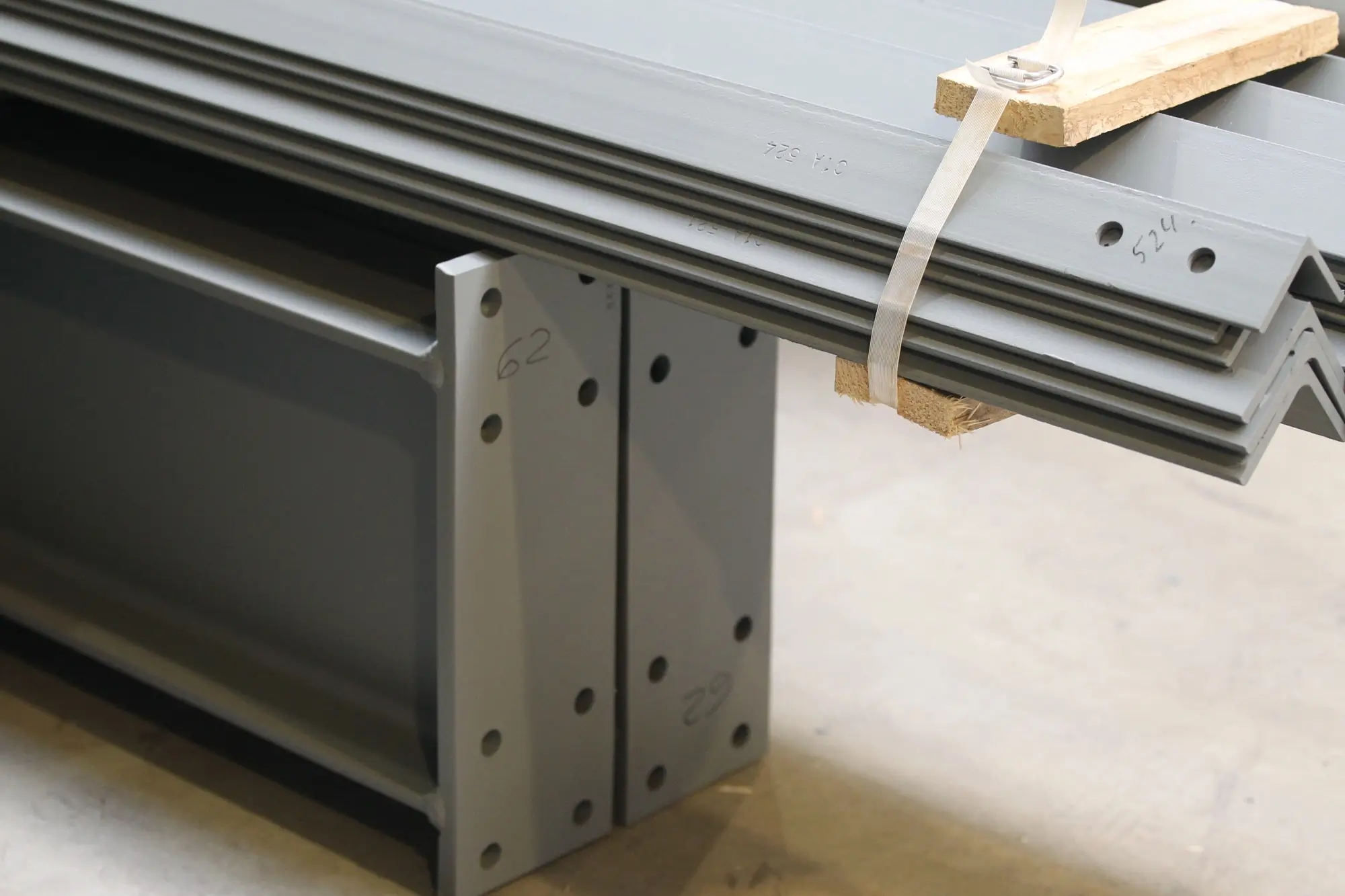











Plieno Karštas cinkavimas (ISO 1461)
Karšto cinkavimo (galvanizavimo) procesas vyksta panardinant iš anksto paruoštą plieno detalę į išlydyto cinko vonią, kurios temperatūra palaikoma apie 450°C. Šiuo momentu įvyksta daugiau nei paprastas paviršiaus padengimas, nes tarp plieno paviršiaus ir cinko vyksta aktyvi difuzinė reakcija. Rezultate susidaro tvirtas geležies ir cinko lydinys, kuris yra molekuliškai susietas su pagrindiniu metalu, užtikrindamas neprilygstamą atsparumą mechaniniams pažeidimams.
Cinko sluoksnio storis nėra pastovus dydis, nes jį veikia tiek plieno cheminė sudėtis (ypač silicio kiekis jame), tiek detalės buvimo vonioje laikas ir cinko temperatūra. Mūsų technologai, tiksliai varijuodami panardinimo laiku, geba reguliuoti dangos storį tam tikrame diapazone. Tai leidžia mums užtikrinti rezultatą, kuris tiksliai atitinka kliento techninius reikalavimus ir planuojamas eksploatavimo sąlygas.
Svarbiausias karšto cinkavimo privalumas yra gebėjimas užtikrinti visišką apsaugą. Skystas cinkas patenka į visas konstrukcijos „kišenes“, vamzdžius ir ertmes, padengdamas ir vidinius paviršius, kurių neįmanoma pasiekti dažais ar kitomis priemonėmis. Tai ilgalaikė investicija, garantuojanti mažas eksploatavimo išlaidas, nes cinkuotas plienas tarnauja dešimtmečius be poreikio jį atnaujinti ar perdažyti.
Siekiant aptarnauti didelio masto infrastruktūros ir statybos projektus, mūsų gamykloje Latvijoje įrengta didžiausia cinkavimo vonia šalyje. Jos matmenys: 10,5 metro ilgis, 2,9 metro gylis ir 1,4 metro plotis. Dėka šių technologinių galimybių ir specialių metodų, mes galime kokybiškai nucinkuoti vientisas plieno konstrukcijas, kurių ilgis siekia net 13 metrų. Mes galime atlikti kokybišką karštą cinkavimą tiek didelių gabaritų laikančiosioms statybinėms konstrukcijoms, tiltų elementams ir kelių infrastruktūros detalėms, tiek smulkesnėms detalėms ir tvirtinimo elementams.